
Эта статья — о проволоке. О блюде русской и украинской кухни см. Катанка.


Ка́танка — форма вязкого материала (преимущественно металла) в виде прутка 5-10 мм в диаметре, произведённая посредством горячей прокатки на специальном проволочном стане. Является заготовкой для последующего производства проволоки и арматуры для железобетонных конструкций.
Изготовление
Катанку изготавливают методом прокатки через валы, отсюда происходит название этого продукта металлопроката. Валы формируют и обжимают металл с разных сторон, таким образом, из куска металла («блюм») выходит проволока. В конце прокатного стана её наматывают на специальную катушку, при помощи которой катанка укладывается в кольца для дальнейшего охлаждения. Способ формирования называют горячим, при нём металл предварительно не нагревается, а раскаляется при прохождении через валы. После прокатки катанку охлаждают, процесс может идти двумя путями — воздушным или ускоренным охлаждением. Воздушное охлаждение происходит естественным путем, а ускоренное в специальных охладительных установках-вентиляторах. После охлаждения катанка укладывается в бухты и отправляется на склад. Катанка имеющая большой диаметр (10-15 мм) может отпускаться также в прутах различной длины.
Дефекты
Во время производства, может возникать ряд дефектов. К катанке предъявляются повышенные требования по качеству. Если катанка изготавливается для дальнейшего производства проволоки, то на ней должны отсутствовать заусенцы или закаты. Если они присутствуют на катанке, то она может использоваться в других менее требовательных целях. На поверхности катанки могут появляться пустоты и пузыри (их называют волосовины), которые снижают прочность катанки. Качество катанки также страдает от обезуглероживания, которое может происходить при нагревании.
Общие требования
- Катанка должна выдерживать в холодном состоянии изгиб на 180° вокруг оправки диаметром, равным диаметру катанки, который испытывается.
- Катанку изготавливают в мотках, состоящих из одного непрерывного отрезка.
- Витки катанки в мотках должны быть уложены без смешивания. Допускается изготовление катанки в мотках, состоящих из двух отрезков, в количестве не более 10 % массы партии.
- Масса одного мотка должна быть не менее 160 кг. Допускается наличие в партии до 10 % мотков массой менее 160 кг, но не меньше 100 кг.
- Допускается масса мотка не менее 50 кг для катанки, производимой на линейных станах.
- По требованию потребителя катанка поставляется с гарантией свариваемости. Свариваемость обеспечивается химическим составом и технологией изготовления катанки.
- По требованию потребителя в катанке определяется величина зерна феррита. Нормы устанавливаются по согласованию изготовителя с потребителем.
- Мотки, состоящие из двух отрезков, должны иметь два ярлыка.
- Каждая партия сопровождается документом о качестве с дополнительным указанием способа охлаждения катанки[1].
Маркировка
Катанка ГОСТ 30136-94 имеет различные способы охлаждения, соответственно, на ярлыках может указываться следующая маркировка:
- ВО — охлаждение на воздухе
- УО1 — одностадийное охлаждение
- УО2 — охлаждение в две стадии.
Катанка ГОСТ 30136-94 изготавливается с различной точностью прокатки, в зависимости от точности прокатки возможны дополнительные маркировки:
- Класс Б — катанка повышенной точности;
- Класс В — катанка обычной точности.
Часто на предприятиях металлопроката производится пять видов проволоки катанки:
- Легированная (кремнием)
- Сварочная
- Пружинная
- Колючая
- Оцинкованная
Использование
Катанка может выполнять роль армирующей структуры при производстве железобетонных изделий. Кроме этого, катанка применяется при производстве проводов, канатов, тросов и тому подобное. Понятие «катанка» может быть применено для алюминиевого и медного проката. Алюминиевая и медная катанка используется в основном для производства проволоки для систем электроснабжения.
Стандартизация
Производство катанки осуществляется в соответствии с рядом требований: ГОСТ 30136-95, ДСТУ 3683-98, ТУ 14-15-345-94, ТУ 14-15-346-94, ДСТУ 2959-94 (ГОСТ 30267-95), технические условия на катанку из углеродистой стали обыкновенного качества регламентируются ДСТУ 2770-94, ГОСТ 30136-95.
Ссылки
- Катанка (технические нормы. mc.ru. Дата обращения: 23 мая 2017. Архивировано 3 августа 2016 года.
Примечания
- ↑ Катанка:технические условия. mc.ru. Дата обращения: 23 мая 2017. Архивировано 3 августа 2016 года.
| Процессы | 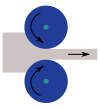 | |
|---|---|---|
| Агрегаты | ||
| Изделия | ||
Обычно почти сразу, изредка в течении часа.